2021年はオープンバレル圧着について色々調べました。
Blog内オープンバレル関連リンク
ミニ・ユニバーサル・メイテンロック・コネクタⅡの端末処理の仕方
Neutrikの圧着式XLR XXクリンプシリーズの紹介と端末処理
Neutrik NLファストン(AMP 170335-1)の端末処理の仕方
オープンバレル圧着端子の中でも車の電装に多用され、知名度があるにも関わらずハンドツールにおける端末の適切な処理方法が明記されていない端子の代表格、「ギボシ端子」です。
オープンバレル圧着では、端子の仕様書(先端嵌合部分のみはJIS D 5403 自動車用電線端子のΦ3.5mm CA103/CB103、Φ3.96mm CA104/CB104定義)、端子の取扱説明書、圧着の仕方を説明した取付適用規格、専用圧着工具の説明書・・・等をまず調べると上記のリンクでも書いていますが、このギボシ端子にはそれがありません。あるのは適合電線サイズ:0.5mm²~2.0mm²という情報だけです。

JIS D 5403 自動車用電線端子を合わせて購入した
JIS D 5403 自動車用電線端子規格を購入してみましたが、解説に「ISO/DIS 8092/1 (Flat, quick-connect terminations : Tabs for single pole connections)との整合を図る。」とあるだけで圧着に関しての記載はありませんでした。ISO 8092-1:1996 路上走行車-車上電気配線ハーネスへの接続部-第1部:単極接続部用タブ-寸法及び具体的要求事項には圧着の規定がありそうですが、JIS D 5403 自動車用電線端子規格がそちらを参照していない以上、JIS規格では定義されていない事になります。
こちらで購入可能です。
JIS D 5403 自動車用電線端子
https://webdesk.jsa.or.jp/books/W11M0090/index/?bunsyo_id=JIS+D+5403%3A1989
ISO 8092-1:1996 路上走行車-車上電気配線ハーネスへの接続部-第1部:単極接続部用タブ-寸法及び具体的要求事項
https://webdesk.jsa.or.jp/books/W11M0090/index/?bunsyo_id=ISO+8092-1%3A1996
細かく調べようと意気込んだものの、驚くことにメーカからもハンドツールにおける端末処理方法の情報提供が無い端子だという事が分かりました。従って本記事では、オープンバレル圧着の常識に則った圧着方法を行い、より正しい状態での圧着を写真で提示することを目的とします。
※本来は電動圧着機(アプリケータ)に連鎖型端子をセットし、高速に圧着を行う事を目的としているのがオープンバレル圧着です。ハンドツールでの作業は本流から分かれた分流であるのです・・・(それにしたってあんまりだ)
まず、心を折られたのが端子の厚みの違いと、オープンバレル部分の形状違いです。

市販品端子の形状2種。厚みと形状が異なる。メス端子は t = 0.4mmとJIS D 5403 自動車用電線端子で決められている為守られている模様

オープンバレル部分の形状が異なると、ダイス形状との組み合わせ(相性)が発生する。
上記写真は市販品端子の形状2種です。オス側の端子の厚み、オープンバレル部分の形状が異なるという事は、どんなギボシ端子でもこれ1本で潰せるといった万能工具はクリンプハイトが保証できない為、存在しません。
※ちなみにこのオープンバレル部分の形状が異なるのは、簡易工具で圧着がやりやすいようにとの配慮の様です。簡易工具を使わない場合、あらかじめ先端を丸めてあるものは余計なお世話という事ですね。
ここでAMPのハンドツールグレードの解説を載せます。

AMPのツールグレード
AMPのカタログでは、ツールグレードがあり、下記の3種類に分けられます。
・サービス・ハンドツール
サービスツールは通常、1枚板で構成されたツールで、仕様を満たすことを意図したものではなく、許容できる結果を得るには、より高いレベルのユーザーの技能が必要です。
・コマーシャル・ハンドツール
コマーシャルダイアセンブリは、該当するTECアプリケーション(114-)仕様に基づくワイヤ圧着高さの要件を満たすように設計されています。その他の機能要件は、満たされている場合と満たされていない場合があります。ダイアセンブリと調整可能なラチェット機能の交換を可能にします。ユーザーは、正しい圧着高さを得るためにラチェットを調整する必要があります。コマーシャル・ハンドツールは、プレミアムハンドツールよりも多くのユーザーの技能を必要とします。
・プレミアム・ハンドツール
プレミアムツールには、適切な圧着ダイスの構成、一体型の位置決め、一体型の矯正機能があります。このツールで圧着された端子またはコンタクトは、適用されるTECアプリケーション(114-)仕様のすべての機能要件を満たすことができます。
ほとんどのプレミアムツールには、調整可能な絶縁体圧着高さ機能と、工場で設定されたCERTI-CRIMPラチェット機能が搭載されています。
これは、電線の圧着部が0.001以内に収まるまで、ラチェットが解除されない機能です。これにより圧着の再現性を高めることができます。プレミアムハンドツールは、ユーザーの技能を最も必要としません。
引用元
安価な一枚板の合わせ工具は手に入りやすいのですが、そのままではほぼ仕様要求を満たさない為、適正圧着を熟知した技能者が作業を行う必要があります。初心者はまず純正工具を使用した方が無難です。仕方なく安価な工具を使用する場合は各規格書を熟読しトライアンドエラーを相当な数繰り返す必要があります 、と各々の記事で書きましたがこのギボシ端子にはその規格書がありません。
こうなるとお手上げで、何が正しくて何が間違いなのかが分からないのです。
しかも、メーカは上記のハンドツール区分である「高いレベルのユーザ技能が必要なサービス・ハンドツール」、「クリンプハイトを自身で調整しなければならないコマーシャル・ハンドツール」、「ユーザ技能を最も必要としないプレミアム・ハンドツール」のうち、安価な1枚板の合わせ工具であるサービス・ハンドツールの提供しかしていません。(連鎖式端子を使用する電動式圧着機であるアプリケータは専用品がある為、大量生産時にはなんら問題にならない)
最も技能を必要とする工具を使い、何の仕様も開示されていないオープンバレル圧着を行わなければならないこの状況・・・これが受け入れられている現状が驚愕です。
そうは言っても、オープンバレル圧着に変わりは無いため、端子を決めてしまえばどれかに適合する圧着工具があるだろうと調査をしました。

モノタロウで扱っているギボシ端子。STSの刻印がある

圧着工具 Neutrik HX-R-BNC + 圧着工具用交換ダイス RENNSTEIG 624-045-3-0
下記同等品
RENNSTEIG 圧着システムプライヤ PEW12 624-000-3(OEM元、入手はこちらの方が容易)
KNIPEX 圧着システムプライヤ 97 43 200 A
TE Connectivity 圧着工具フレーム ERGOCRIMPシリーズ 539635-1

RENNSTEIG 624-045-3-0

ダイスの形状
いくつか試す中、モノタロウで扱っているギボシ端子と圧着工具 Neutrik HX-R-BNC + 圧着工具用交換ダイス RENNSTEIG 624-045-3-0が一番仕上がりが良かった為、この組み合わせでの圧着結果を写真撮影しました。
これはファストン110、187用なのですが、ギボシ端子のオープンバレル長が長い場合はファストン187、250用であるRENNSTEIG 624-050-3-0で潰せそうです。
AMPのツールグレードに照らし合わせるとNeutrik HX-R-BNCはコマーシャルハンドツールに該当します。ロケータ(電線挿入位置ガイド)が無いため、電線の挿入位置はユーザが目視で判断する必要があります。クリンプハイトは仕様書が無いため不明です。
※但し、本家のRENNSTEIG(レンシュタイグ)では外部ロケータパーツが別で提供されており、プレミアムハンドツールとして使用することが可能な端子もあります。(この場合、ロケートされるのは圧着端子であって、電線ではありません)
使用線材は青色の0.5sq(mm²)、赤色の1.25sq(mm²)です。
圧着端子は1種で、ダイスの0.5 - 1.0で0.5sq(mm²)を、1.5-2.5で1.25sq(mm²)でを圧着しました。

圧着写真1

圧着後の確認事項1
・参考値(筆者判断)
絶縁被覆の突出し長さ:0.3 ~ 0.7 mm
電線端末突出し:先端から突出し、0.7 mm以下である事
後側ベルマウス長さ:0.7 mm以内
ツイスト:5°以内

圧着写真2

圧着後の確認事項2
・厳守しなければならない項目
絶縁被覆圧着部が絶縁被覆を突き破っていない事(芯線に到達しているのはNG)
芯線と絶縁被覆が見えている事
・参考値(筆者判断)
ローリング:10°以内

圧着写真3

圧着後の確認事項3
・参考値(筆者判断)
絶縁被覆の突出し長さ:0.3 ~ 0.7 mm
後側ベルマウス長さ:0.7 mm以内
ベンドアップ・ダウン:± 5°以内
参考外部リンク:
【PDF】Visual_inspection_of_crimped_connections
【PDF】MOLEX 圧着ハンドブック注文番号 63800-0029

Visual_inspection_of_crimped_connectionsより。オープンバレル圧着のNGが非常に分かりやすくまとめられている
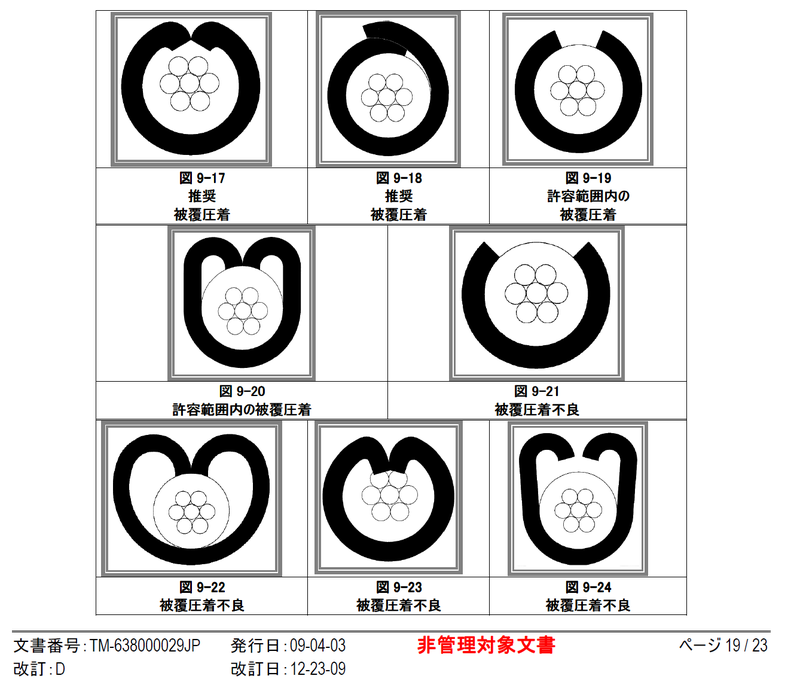
MOLEX 圧着ハンドブック注文番号 63800-0029より。絶縁被覆圧着の良否

MOLEX 圧着ハンドブック注文番号 63800-0029より。被覆ストリップの良否

MOLEX 圧着ハンドブック注文番号 63800-0029より。圧着の良否
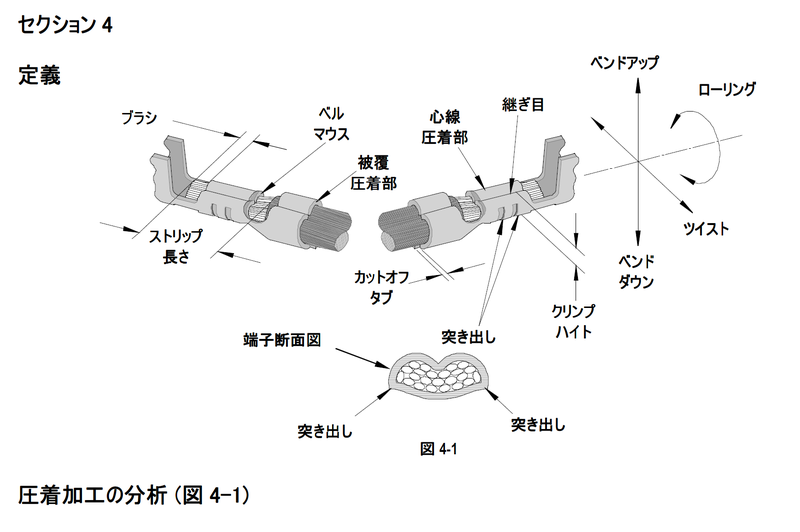
MOLEX 圧着ハンドブック注文番号 63800-0029より。各部名称
圧着後に端子を嵌合させ、コード部分を持ち引抜試験を行います。JIS D 5403 自動車用電線端子では該当端子は挿抜力は19.6 ~ 68.6N(2~7kgf)とすると決められています。参考までにAMPの圧着部引張強度を引用します。
参考圧着部引張強度
※AMP JPN_SS_108-5127_P参照
0.5 mm² (AWG 20) 78.4N(8.0kgf)
0.75 mm² (AWG 18) 117.6N(12.0kgf)
1.25 mm² (AWG 16) 205.8N(21.0kgf)
2.0 mm² (AWG 14) 313.6N(32.0kgf)
0.5 mm² では若干不安が残りますが、0.5 mm² 以上のコードの場合はコードが引きちぎれる前に端子の嵌合が外れるはずです。
※0.5 mm² の場合は、コードが圧着部分で引きちぎれるか引張テストを行う事が可能かと思いますのでそちらで試験を行うと良いでしょう。(0.75 mm² 以上を引きちぎるのは難しい)
万が一、圧着部がすっぽ抜ける場合は適切なクリンプハイトではありませんのでやり直しましょう。

端子を嵌合させ引抜試験を行う
以上で作業は終了です。
下記に一般的なオープンバレル圧着の常識からのNG例を載せます。

芯線の折り返し圧着。適切なクリンプハイトになりませんので禁止です

2本横並び圧着。絶縁被覆が圧着できていません。2本圧着は絶縁被覆が縦に重なる状態でのみ行えます

食い込むほどの被覆圧着。絶縁被覆圧着部が芯線を傷つけています。端子メーカの公式サイトなどでもこの間違いは多いですので注意が必要です
※一般的なオープンバレル圧着の常識からのNG例です。極論、仕様・規格が無いのだから不用意に抜け、不具合が起きなければ何してもよいと判断されてもOKです。(矢崎のギボシ端子はハンダ付けしろとの指示があるくらい)
安価な1枚板の簡易工具でオープンバレル圧着を行う事は非常に困難です。筆者もあんな工具では適切な圧着が行えません。いくつか圧着し、たまにうまく行ってラッキーな割合です。
ですが、メーカからの指定工具(ハンドツール)が簡易工具な以上、どうすることもできないのが現状です。
本記事で取り上げたオープンバレル圧着における注意点、そして正しいギボシ端子の圧着の写真が何かしらの参考になれば幸いです。
おまけ参考圧着写真
1.25sq + エーモンギボシ端子
圧着工具:AMP 755436-1(0.75 mm²以上であればギボシ端子が圧着可能です)
※Positive Lock 187,250(ファストン端子のロック&リリースレバー付き端子)用圧着工具
ダイス:18-16
※適合電線範囲:0.75 mm² - 1.42 mm²(18 - 16AWG)
被覆圧着ポジション:3
※適合絶縁被覆範囲:2.2 mm - 3.4 mm

オスメス1

オスメス2

絶縁被覆圧着部拡大
この解像度での撮影となると、作業時に肉眼で見えない部分が分かってしまうので非常に大変でした・・・ギボシの圧着ってどうやるんだっけ?ネット検索で出てくる写真のどれが正解か分からない、など疑問に思った方に届きますように・・・
おまけ2
JIS D 5403 自動車用電線端子の解説に載っている社団法人自動車技術会電装部会コネクタ分科会構成表(個人名削除、会社名のみ)
トヨタ自動車株式会社電子技術部
矢崎部品株式会社第1開発設計室管理部
工業技術院標準部
ダイハツ工業株式会社ボデー設計部
日産自動車株式会社電子設計部
日産ディーゼル工業株式会社開発本部車両設計部
日野自動車工業株式会社第5研究部
富士重工業株式会社設計第5部
株式会社本田技術研究所栃木研究所
マツダ株式会社エレクトロニクス推進部
三菱自動車工業株式会社乗用車技術センターボデー設計部
菱星電装株式会社技術部
自動車電機工業株式会社第2設計部
住友電装株式会社研究部
日本エー・エム・ピー株式会社
矢崎部品株式会社虚子技術センターコネクタ技術部
社団法人日本自動車部品工業会技術部
ギボシ端子は上記の会社がJISで定めた、との事なので上記に記載されている会社の端子を購入すると良いと思います。
おまけ3
※後日談としまして各社にギボシ端子のクリンプハイトについて問い合わせを行いました。
エーモン:お尋ねいただきましたギボシ端子に関する資料につきまして、製品の機密事項に係る内容になりますため、製品パッケージ記載事項およびホームページでのご案内事項以上のご開示はできかねます。
あくまで弊社製品は一般個人様がDIYでお楽しみになられる趣旨のパーツでございますので、なにとぞご容赦賜りますようお願い申し上げます。
矢崎総業:商社経由での商流を守った問い合わせをお願いします。また、依頼をかけて頂く際には、端子品番や、電線の種類の情報が必須となります。
モノタロウ:上記商品につきまして、適用電線の範囲が0.5~2.0sqと大きいため、クリンプハイトの設定はございません。都度、電線の導体断面積(太さ)に合わせて工具の圧着力をご自身で調整して頂きます様よろしくお願い申し上げます。
結論としては、一般問い合わせでは表に出せるものは無い、との事の様です。エーモンさんの「端子は売るけど資料は開示しません」といった姿勢には驚きです。あくまで車両電装の真似事なのですね。メーカの意図に沿った使い方をし、危険性が高い部分には使用しない方が良さそうです。