ファイルNo,629 GT750にCB1300SF三又フィッティング
UPS-TAKU オオツカです。
まずはお知らせです。
2024年3月31日をもちまして
ODNのホームページサービスが終了するため
そのサービスを利用していた当店のホームページは
4月1日以降閲覧する事ができなくなります。
週明けにはレンタルサーバーと契約して
ホームページの引っ越しを済ませる予定ですが
果たしてすんなり行くかどうか・・・
もう忙しい最中だと言うのに仕事を増やさないで欲しい~
と言う事で気を取り直して本題です。

↑こちらがGT750のノーマルステム
そして使用するステムベアリングはノーマルのボールタイプではなく
GT750用として販売されているテーパーベアリングです。
↑車種専用とは言えテーパーベアリングを使用する際は
ノーマルのボールベアリングに対して厚みが増し、
ステムシャフトのネジ部に対して
リングナットの取り付け位置が異なる場合があります。
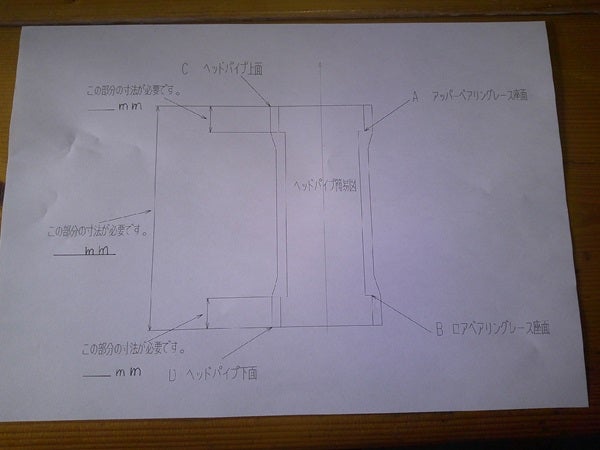
今回も最初の検証で「 ? 」と思う部分があったので
念のためにヘッドパイプの簡易断面図をメールで送って
各項目の数値を調べて頂きました。

↑ノーマルステムシャフトの寸法とヘッドパイプ断面図の各寸法、
それからテーパーベアリングの寸法を比較検討して
シャフトをワンオフしました。
素材はいつもの7075材。
ハードアルマイト仕様です。
ハードアルマイトの皮膜厚分を予め減径して
シャフトを製作します。

↑ところでお持ち込み頂いたCB1300SFの三又は市販品です。
ステムシャフトを引き抜いたところ
圧入面の1/4にカジリが発生しておりました。

↑シャフト側も削れています。
ノーマルのステムシャフトでも
カジリに関しては発生している場合がありますので
公差を含めた仕上げ寸法の設定には
いつも悩まされてしまいます。
今回は引き抜いたステムシャフトの寸法より
0.02mmほど減径する事にしました。
↑ステムシャフトのワンオフ完了。
この後にアンダープラケットに圧入しましたが
減径したのが正解でした。

↑次はシャフト径に合わせるためのトップブリッジの加工ですが、
リングナットから〇のネジ部が飛び出ても
トップブリッジが浮き上がらない様に配慮します。
※実際は画像ほど飛び出ない。

↑CB1300SFのシャフト径(〇部)とナットサイズ(M24)では
GT750のアッパーベアリング内径サイズとの相性が悪いため
リングナットより上のシャフト径を減径し
ナットサイズもM22に変更してあります。
当然そのままではトップブリッジの穴径が合わなくなりますので
凸型のスペーサーを取り付けられるように
〇部を加工します。

↑穴内側面に位置出しピンを当てセンター出し行った後、
ザグリ形状に拡大加工を施しました。

↑ワンオフした凸型のスペーサーを圧入します。
わざわざ凸型にしているのは
上面方向に抜けるのを防ぐためです。

↑取り付け完了

↑スペーサーカラーは圧入すると内径が狭くなりますので
場合によってはステムシャフトが通らなくなります。
丁度良いクリアランスになる様に調整を
繰り返す事も多々あります。


↑完成しました。
これで取り付け位置関係に問題が発生した場合は
当然無料で造り直します。

↑続けてオーダー頂いたスプロケットハブの加工です。
ベアリング圧入座面を基準として
ハブの裏側に平面加工を施したのち
画像の様にNCフライス盤に固定してセンター出し。

↑今回はスプロケットの内径に対して
加工面で-0.02mm、直径で-0.04mmになる様にプログラムし、
後はコンピューター制御の円加工・・・
カッター径の誤差や機械のハード面での誤差も出ますので
実際の仕上がり寸法はプログラムに対して±0にはならないですが
スプロケットを取り付ける際に圧入にならない様にします。
圧入にならないと言う事はベアリングセンターに対して
スプロケットセンターが微妙にずれるわけでして
新品のスプロケットに交換しても
チェンの張りが均一にならない原因の一つです。
こればかりは構造的に避けられませんので
チェンを調整を行う際は必ず何か所かで
張りの確認を行って下さい!!
因みに座面は一度に加工するわけではなくて
カッターにオフセットをかけつつ何回かに分けて仕上げます。
ものによっては旋盤を使いますが
この形状であればNCフライスを使った方が精度が出ます。
※あくまでも当店の場合です。
ファイルNo,628 の続き
UPS-TAKU大塚です。
ファイルNo,628 NC39にNC35のステムシャフト換装+α SC45リアホイールフィッティ




















2024.3.1
UPS-TAKU 大塚です。
本日は9時15分に血圧関連の
定期健診の予約を入れていたので
いつもより早起きしてあれこと片付けて家を出ました。
いつもは予約をしていても時間がかかるのですが
本日は非常にスムースに進みましたので
営業時間前には店(taku)に到着しました。
その後は実家に用事があったので店長に任せて店を出発。
40分ほどで実家に到着。
実家に顔を出すのは正月以来ですね。
まずは神棚と仏壇のお供え物を新しくして手を合わせ
日々の感謝の気持ちを伝えます。
それから父親の遺品であるカメラやレンズの管理が
ちゃんとできているか確認。
保管庫の湿度も問題無し。
残念ながら私には写真関連の趣味が無いので
父が使っていた部屋と機材はあの時のまま
数年経ってしまいました。
(生前の父は趣味で山岳の撮影を本格的に行っていました)
それから母親にお昼をご馳走になってから
今後の事や現状で気になる事を色々と聞いたり
話たりで14時過ぎに実家を後にしました。
ところで実家と言えば
ガレージの中で眠っている「あいつ」がいますので
久しぶりにシャッターを開けてみる事に・・・

↑数年前に車検切れしてからこんな感じで保管してあります。

↑久しぶりビート君。
お正月の時はバタバタしていて挨拶無しだったけど
元気にしてるか???

↑助手席下の湿気取り剤はまだ少し粒が残っていました。
おかけで室内のコンディションは上々です!!
シートカバーは本革製なので
油断しているとカビが生えてしまいますが
室内に潜り込んでシフトレバーをカチカチ動かすだけでも
ストレス解消になります。

↑リアのスクリーンはビートを譲って頂いた時に張替えましたが
幌を開ける時もスクリーンが痛まない様にタオルを挟んだりして
かなり気を使っていたので今でもきれいな状態です。

↑バッテリーの端子は外していたのですが
前回確認してから3か月は過ぎているので
充電するか予備バッテリーを持ってこないと駄目ですね。
まぁ本日は時間が無いので湿気取のみ交換して終了。
因みにバッテリーに問題がなければエンジンは元気よく始動します。
そう言えばビートも程度の良い個体は高騰してきましたねぇ
私のビートは外装ペイントがだいぶヤレているので
そんな高騰には縁のない話ですが・・
オールペイント+メンテを施して公道復帰させたい所です!!
そうそう来週の火曜日から木曜日まで
個人的にお休みを頂きます。
(店は通常通り営業しております)
ファイルNo,628 NC39にNC35のステムシャフト換装+α SC45リアホイールフィッティ
UPS-TAKU 大塚です。
今回のオーダーは
CB400SF NC39に
RVF400 NC35のステムシャフト換装+
センサーのフィッティング。
NC39のノーマルスイングアームに
VTR1000SP SC45のリアホイールフィッティングです。
初めにお話しを伺った時ですが・・
SC45のリアホイールをフィッティングさせるのは
かなり厳しいと思いました。
なんせ太すぎるのです。
それにチェーンラインがかなり異なる。
通常であればフロントにオフセットスプロケットを使用して
リヤのスプロケットハブ座面を追い込む等で
対処するわけですが
SC45のスプロケットハブは座面厚に余裕がなく
必要量の追い込みはできません。
そこでよりアクロバッティーな方法で
対応する事にしました。
ただし加工をお引き受けする条件として
1. 公道使用禁止。
2. 公道外でご使用するにしても
強度などの保証はできませんので
すべて自己責任にて行って頂く。
以上です。
まずはお預かりしたNC39とSC45のホイール
ベアリングを取り外し断面図を作成。
そしてどこをどうすれば収まるのかあれこれ検討します。
最終的に下記の作業を行う事になりました。
※フロントオフセットスプロケットを特注。
※リアスプロケットハブ座面を〇mm追い込み。
※SC45のホイールとハブダンパー、
そしてスプロケットハブの裏側を加工して
スプロケットハブごと内側に〇mm追い込み。
※アクスルカラーはすべてベアリング内輪スペーサー
兼用の精密級をワンオフ。
※リアブレーキローターは外径240mmのものに換装
した上でカワサキの純正キャリパーを使用できる
キャリパーサポートのワンオフ。
※トルクロットはお持ち込み頂いた物では
長さが合わないため新たに調達して頂く。

↑NCフライス盤にホイールを固定してセンター出し。
各矢印部を〇mm落とし込んで行きます。

↑ホイール加工は失敗がゆるされないので
各面の加工段取りを変える度に
位置関係等を何度も確認しながら進めたので
想定の3倍くらい時間がかかりました。
ホイール加工が終わった後は一旦ベアリングを取り付けます。
この時ホイール右側のベアリングを座面に底着きして
機能する様に各パーツの設計を行いました。
そしてワンオフしたBカラーをベアリングに差し込みます。
実際に車両に装着する際は
ホイールベアリング内輪とBカラーの差し込み面に
カッパーグリスを塗布して下さい。

↑スプロケットハブは各矢印面の加工と
ハブの裏側も終えています。
今回はシールレス仕様となります。
因みに今回ハブの加工は旋盤ではなくNCフライスの
円加工で行いました。
ベアリング圧入座面を基準にハブの裏側を先に平面加工。
続けてひっくり返してフライス盤のテーブルに固定後、
ベアリング圧入内側面に位置出しピンを当てセンター出し。
その後は円加工のプログラムに従って加工を進めて行きます。
手間はかかりますが旋盤で加工をするより
安定して精度が出せます。
ベアリングを装着後、
ワンオフしたAカラーを差し込みます。
カラー類はすべて圧入一歩手前の精度で造りましので
グリスを塗布して真っすぐ差し込めは
プレスの必要はありません。

↑ハブダンパーもホイールに合わせて底面を削りました。
(ベルトサンダー使用)
本来は左右で繋がっているのですが
繋げたままでは加工がし辛いので思い切って分割しました。
ダンパーの側面に両面テープを貼りつけて
ホイールのリブにセットすれば
ばらける事なくスプロケットハブを取り付けられます。

↑これで左側は完了。

↑スプロケット固定ボルトはネジ部分を短くしました。
マスキングして錆止め塗料を塗った所です。

↑続けてローター側。
ローターはNC39の物がそのまま使えますね。
SC45のローター径では使えるキャリパーが限られてしまいますので
今回は一回り大きいNC39用を使います。
今回の仮組では使用しませんが新品のシールを付属させます。
最終的にはCカラーとベアリング内輪にも
カッパーグリスを塗布して組みつけて頂きますが
気密性が高まりますので
必ずシールリップのエアー抜きを行いながら
カラーを取り付けて下さい。
<参考例>

↑エアー抜きには画像の様なツールをご用意下さい。

↑カラーの外周面やリップを傷つけないように
ツールを差し込んでエアー抜きを行います。

↑キャリパーサポートをワンオフしました。
使用するキャリパーはカワサキ純正品です。
以前ホーネット250にも同様の組み合わせで
サポート製作しましたが
その時はフローティングタイプでベアリングを仕込みました。
今回はリジットタイプで仕様が異なります。

↑ディプスゲージを使って左右カラー間の寸法を確認。

↑キャリパーサポートとキャリパーを仮組して
プレスで圧力をかけます。

↑キャリパーセンターとローターセンターが
許容範囲に収まっているか確認。
問題ありませんのでこの後キャリパーサポートに
カラーを圧入してしスイングアームへ仮組します。
※最初のキャリパーサポートの画像は
完了後に撮影したものです。

↑仮組完了。

↑トルクロッドの軸線です。
サポート側がちょっと内側ですが想定内で問題ありません。
※キャリパーサポートの〇部と
アーム側の〇部にM8のピロボールを
外側から取り付ける事になりますが、
ピロボールを直接アルミ面に固定するのではなく
必ずワッシャーを挟んで固定して下さい。

↑190/50タイヤで全幅が191mmの物であれば
ギリギリアーム内に収まる前提ですが
同じ190でも銘柄によって幅が異なりますので
できるだけ幅が狭い物を選択してください。

リア関係はこの後パウダー処理に出されるそうですので
ベアリング等は再度取り外して梱包します。
今回使用したベアリングは検証のために
元々のベアリングを利用させて頂きました。
ペイント後はベアリング、バルブリム等
新品にして頂きます。
長くなりますが続けてフロント関係です。

↑NC39とNC35のステムシャフトは換装可能です。
まずは旋盤で溶接部を削り取ってしまいます。
この時ロアベアリング座面から
削り面までの寸法を同じにしておけば
ステムシャフトを換装する際に楽です。

↑旋盤で溶接部を削っていくと
ある部分でシャフトの輪郭が出てきます。
こうなればプレスで引き抜きができます。

↑こちらも輪郭が出ました。

↑プレスで引き抜きました。
輪郭が出た後でも部分的に
溶着している時があるので
バリの噛み込み等に要注意。
専用ジグを使って上から下方向へ引き抜きます。

↑NC35のアンダーブラケットと
NC39のステムシャフトエンドに面取りを行います。

↑プレスで組み付け。

↑フロントフォークも取りつけて溶接の準備。


↑溶接完了!!
これですべて完了かと思っていたのですが
センサーのフィッティングも追加オーダーされていました。
↑トップブリッジ側のガイド部はすでに
内側や座面が加工されていてNC39のキーシリンダー
自体はボルトオンできます。
↑ここへ左のセンターをフィッティングと言うわけですが・・・
↑むむむ 電話で打ち合わせをして
脳内イメージしていたより難しい・・・

↑どうすれば純正チックに固定できるか検討中。
と言う事で今しばらくお時間を頂きます。
今回は溶接を店長にお願いしましたが
その他は私の担当ですので最後まで頑張ります。
※長文につき誤字脱字があればご容赦下さい。
ファイルNo,625 S様RZ350フレーム加工その2 修正完了
UPS-TAKU大塚です。
ファイルNo,625 S様RZ350フレーム加工





