ファイルNo,629 GT750にCB1300SF三又フィッティング
UPS-TAKU オオツカです。
まずはお知らせです。
2024年3月31日をもちまして
ODNのホームページサービスが終了するため
そのサービスを利用していた当店のホームページは
4月1日以降閲覧する事ができなくなります。
週明けにはレンタルサーバーと契約して
ホームページの引っ越しを済ませる予定ですが
果たしてすんなり行くかどうか・・・
もう忙しい最中だと言うのに仕事を増やさないで欲しい~
と言う事で気を取り直して本題です。

↑こちらがGT750のノーマルステム
そして使用するステムベアリングはノーマルのボールタイプではなく
GT750用として販売されているテーパーベアリングです。
↑車種専用とは言えテーパーベアリングを使用する際は
ノーマルのボールベアリングに対して厚みが増し、
ステムシャフトのネジ部に対して
リングナットの取り付け位置が異なる場合があります。
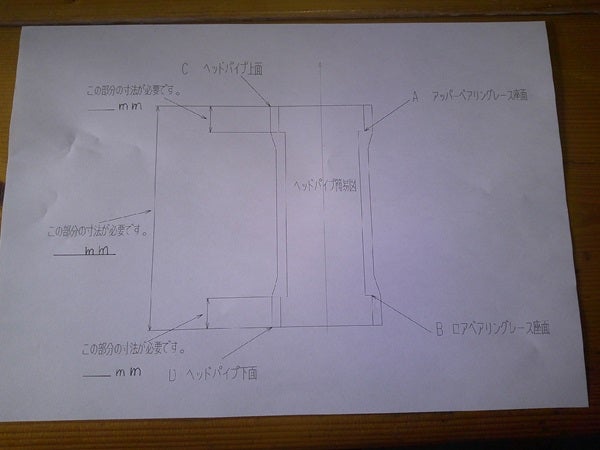
今回も最初の検証で「 ? 」と思う部分があったので
念のためにヘッドパイプの簡易断面図をメールで送って
各項目の数値を調べて頂きました。

↑ノーマルステムシャフトの寸法とヘッドパイプ断面図の各寸法、
それからテーパーベアリングの寸法を比較検討して
シャフトをワンオフしました。
素材はいつもの7075材。
ハードアルマイト仕様です。
ハードアルマイトの皮膜厚分を予め減径して
シャフトを製作します。

↑ところでお持ち込み頂いたCB1300SFの三又は市販品です。
ステムシャフトを引き抜いたところ
圧入面の1/4にカジリが発生しておりました。

↑シャフト側も削れています。
ノーマルのステムシャフトでも
カジリに関しては発生している場合がありますので
公差を含めた仕上げ寸法の設定には
いつも悩まされてしまいます。
今回は引き抜いたステムシャフトの寸法より
0.02mmほど減径する事にしました。
↑ステムシャフトのワンオフ完了。
この後にアンダープラケットに圧入しましたが
減径したのが正解でした。

↑次はシャフト径に合わせるためのトップブリッジの加工ですが、
リングナットから〇のネジ部が飛び出ても
トップブリッジが浮き上がらない様に配慮します。
※実際は画像ほど飛び出ない。

↑CB1300SFのシャフト径(〇部)とナットサイズ(M24)では
GT750のアッパーベアリング内径サイズとの相性が悪いため
リングナットより上のシャフト径を減径し
ナットサイズもM22に変更してあります。
当然そのままではトップブリッジの穴径が合わなくなりますので
凸型のスペーサーを取り付けられるように
〇部を加工します。

↑穴内側面に位置出しピンを当てセンター出し行った後、
ザグリ形状に拡大加工を施しました。

↑ワンオフした凸型のスペーサーを圧入します。
わざわざ凸型にしているのは
上面方向に抜けるのを防ぐためです。

↑取り付け完了

↑スペーサーカラーは圧入すると内径が狭くなりますので
場合によってはステムシャフトが通らなくなります。
丁度良いクリアランスになる様に調整を
繰り返す事も多々あります。


↑完成しました。
これで取り付け位置関係に問題が発生した場合は
当然無料で造り直します。

↑続けてオーダー頂いたスプロケットハブの加工です。
ベアリング圧入座面を基準として
ハブの裏側に平面加工を施したのち
画像の様にNCフライス盤に固定してセンター出し。

↑今回はスプロケットの内径に対して
加工面で-0.02mm、直径で-0.04mmになる様にプログラムし、
後はコンピューター制御の円加工・・・
カッター径の誤差や機械のハード面での誤差も出ますので
実際の仕上がり寸法はプログラムに対して±0にはならないですが
スプロケットを取り付ける際に圧入にならない様にします。
圧入にならないと言う事はベアリングセンターに対して
スプロケットセンターが微妙にずれるわけでして
新品のスプロケットに交換しても
チェンの張りが均一にならない原因の一つです。
こればかりは構造的に避けられませんので
チェンを調整を行う際は必ず何か所かで
張りの確認を行って下さい!!
因みに座面は一度に加工するわけではなくて
カッターにオフセットをかけつつ何回かに分けて仕上げます。
ものによっては旋盤を使いますが
この形状であればNCフライスを使った方が精度が出ます。
※あくまでも当店の場合です。