■トラブルの状況と調整
APC(自動パレットェンジャー)にセットしてある電極を放電加工機のZ軸
にセットする際に、電極を持ち上げるがエアブローによる電極の有無検
出で無しとなりエラーで停止してしまう。
位置ズレの発生原因が特定できない為に調整のしようが無いが、何度
か電極をチェンジしてもエロワチャックのクリアランスが変わらない事か
ら、放電機のZ軸高さを変更する事にした。

位置データはO9000番台のプログラムとしてある為に、まずはO800
0番台とO9000番台のプログラムが非表示状態になっている物を解除
する必要があり、左上図の【設定】画面から右上図の【f・4 セットデータ】
を選択する様にする。
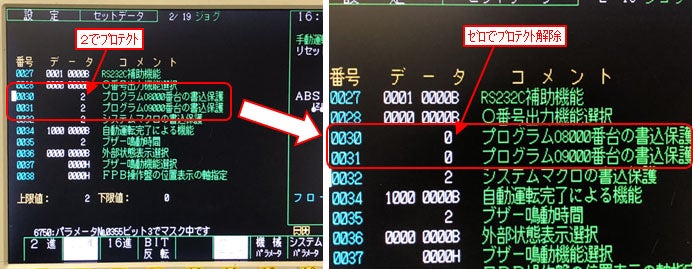
そして上図の様なプログラムO8000番台とO9000番台の書込み保
護の項目が、データに2と入っている部分を右上図の様にゼロに変更し
ておく様にする。
この時にO8000番台をゼロにしておかないと、O9000番台だけゼロ
にしてもプログラムが表示されない事に注意が必要で、おそらくプログラ
ムをスクロールする際にO8000番台で停止してしまうからだろう。
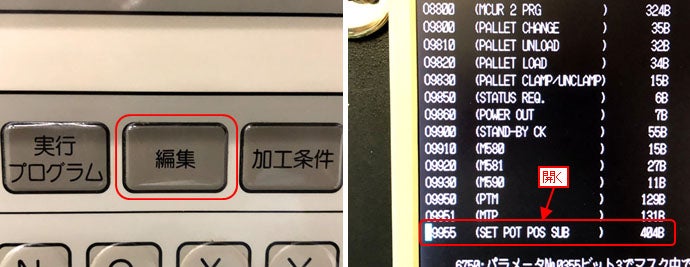
プロテクトを解除したならば左上図の【編集】ボタンを押してから、ページ
切り換えを押していけば右上図の様にO8000番を過ぎO9000番のプ
ログラムリストを表示する様になる。
その中で右上図の最下段にあるO9955のプログラムを開いておく様
にする。
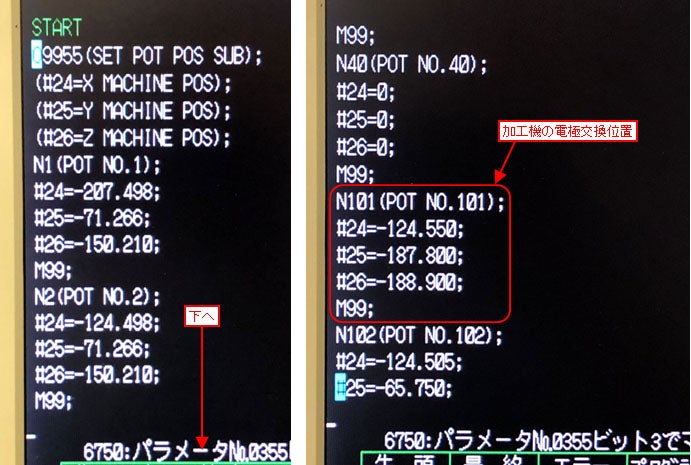
O9955のプログラムを開くと左上図の様にN1からなる位置データの
定義プログラムが続くが、今回の設備では加工機の電極交換位置を指
定している部分が右上図の様なN101となっている。
今回はこの#26であるZ位置だけを変更するが、もしもX位置やY位置
もズレていれば修正の必要がある。
※注意※
ここの値を変更する前には、電極チェンジを実際に動作させて受け渡し
位置で一時停止させておいて現在のX,Y,Zの絶対値をメモしておく必要
がある。
これは現在の位置からどれだけ移動するかを確認する為と、元の位置
に戻したい際にわからなくなってしまわない様に、かならず修正前の位置
は記録しておく必要がある。
また、この位置データの指定は顧客や仕様によって異なる為に、同じ設
備でも電極交換位置がN101とは限らない事に注意して、現在位置を絶
対位置で確認してからプログラム中のX,Y軸と同じデータを探す必要が
あり、X,Y位置が同じでZ位置が違う位置があれば確実にX,Y,Z位置
に移動してから一時停止させて絶対位置での数値を記録する様にする。