
ton-cara さん主催の岡谷蚕糸博物館見学会のその2です。
今回は、当ブログではこれまで取り上げたことのない「

さて、諏訪式繰糸機とは洋式製糸のイタリー式とフランス式の折衷なのだそうです。前回のブログではフランス式繰糸機に触れました。イタリー式はまだなので、そこから書いてみたいと思います。
明治時代に日本に入ってきた洋式の製糸技術は、明治3年に前橋藩がスイス人のミューラーを雇い水車で稼働するイタリー式繰糸機を導入したのが最初です。これは木製の洋式製糸器械6釜6人繰りでした。2番目に洋式製糸を導入したのは民間でした。こちらもミューラーが関わり、明治4年に東京築地にイタリー式60人繰りの小野組築地製糸場が創設されました。経営が上手く行かずわずか3年で閉鎖されましたが民間の器械製糸工場としては日本で最初でした。上記はこの小野組の明治5年の錦絵「東京築地舶来ぜんまい大仕かけきぬ糸を取る図」です。

この錦絵はミューラーが導入した技術を知る貴重なものです。木製の3条繰り
それから信州の洋式製糸の歴史で話しますと、明治5年に官営富岡より数ヶ月早くこの小野組のイタリー式製糸技術が上諏訪の
また話が余分になりますが、前回揚げ返しの大枠(直繰)について触れなかったので、ここに書いておきます。イタリアと同じく、フランスの揚げ返しも本来は直繰です。日本は両国より多湿なため、大枠に生糸を直接揚げ返したのでは生糸が湿ったまま巻き上がりセリシンが固着します。そうなった生糸を再度繰り直すのは大変なため、日本での揚げ返しは小さな糸枠に巻いて、その生糸を再び大枠に巻く

もう1つ紹介するのは長野県松代に明治7年に創設した合資会社六工社です。官営富岡製糸場のフランス式蒸気器械製糸を模範に建てた民間初の製糸会社でした。富岡日記の和田英は郷里にこの製糸会社が創設されるため、富岡製糸場に入場しました。動力は蒸気製糸汽罐で50人繰りでした。各工女が独立して繭を煮ることから繰糸を行い、1人で2枠の生糸を取る設備です。器械は官営のような膨大な資金はなかったため、富岡で写した設計図を元に日本で手に入る材料を駆使し真似ました。その苦労話は富岡日記の後記に語られています。繰糸設備も官営は銅製でしたが、木製台に煮繭・繰糸鍋は陶器製にするなど工夫がなされました。資料を調べる限り、鍋が陶器製になったのは六工社からです。日本ではそれまでは鉄鍋などの金属製か木製でした。

両式の撚り掛け装置の図です。フランス式の共撚り掛け(A)とイタリー式のケンネル撚り掛け(B)です。
フランスは何せ良質な生糸を生産することに重きを置いた製糸技術でした。この2条の生糸の太さが互いに揃っていないと撚り掛けの中心が移動し撚りが上手く掛からなくなります。管理に気を配るため生産能率を上げるには向かなかったようです。
イタリー式は生糸の太さということでは二の次でしたが、生産能率の高い技術でした。
以上のように明治初頭から日本に導入された洋式の製糸技術をふまえ、本題の諏訪式繰糸機のお話に入ります。
明治8年に平野村(現岡谷市)の武居代次郎は諏訪式繰糸機を開発し、中山社を創業しました。その技術は、六工社と深山田製糸場の技術を折衷し、技術改良を進めたものでした。フランス式から取り入れたのは煮繭と繰糸を兼業する方法と再繰法、イタリー式からはケンネル撚り掛けでした。

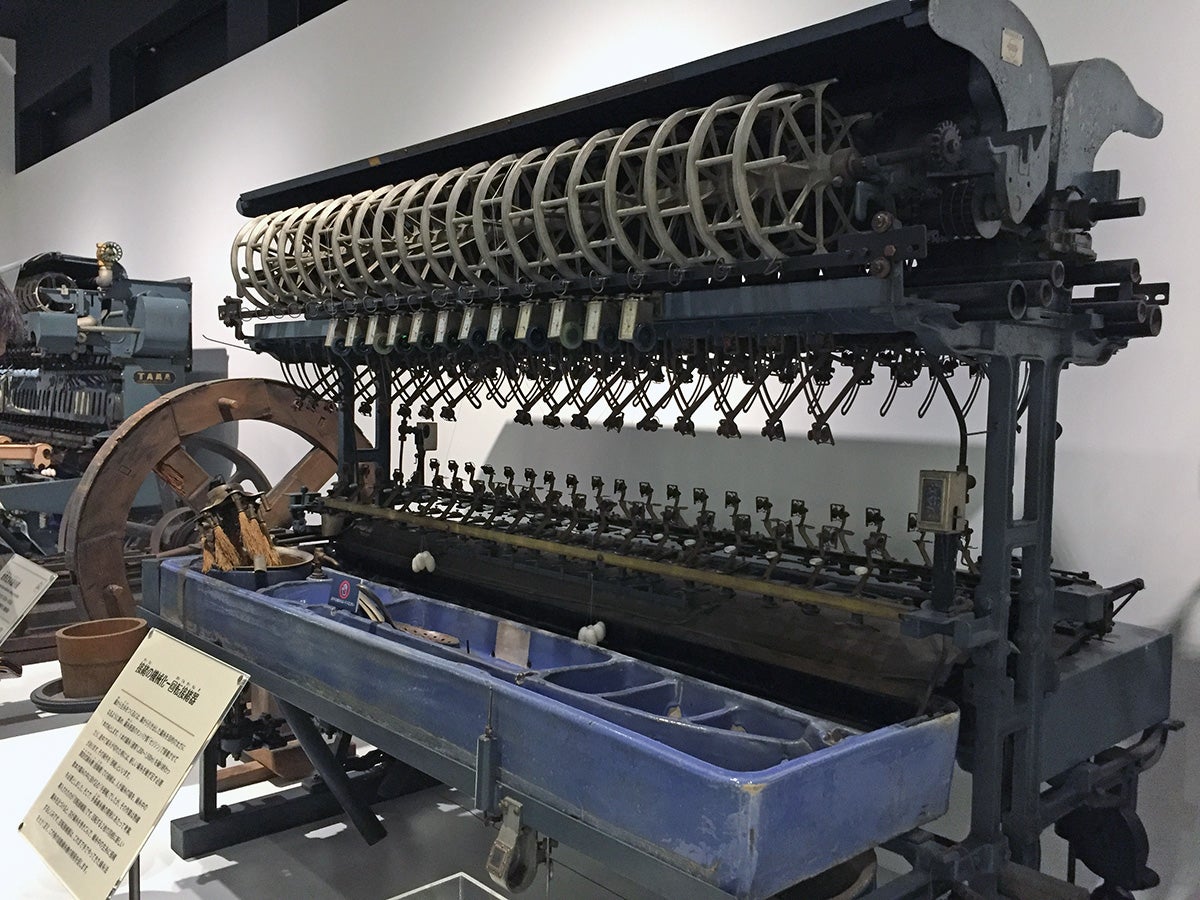
上記の写真は、2条繰りの諏訪式繰糸機を横から見たところです。諏訪式繰糸機の繰糸台は、フレームは全て木製で煮繭・繰糸鍋は陶器製でした。給水蛇口は木製で蛇口までは竹筒でした。給蒸配管は鉄管・銅管を用いた給蒸バルブで、三方弁にて煮繭と繰糸鍋に給蒸しています。同館所蔵のこの金属製給蒸バルブは国産で最古といわれています。写真から送水管や排水溝なども木製で工夫した跡がよくわかります。

こちらは4条繰り諏訪式繰糸機です。諏訪式繰糸機は、条数を2条から3条、4条と増やしました。5条繰りからは煮繭と繰糸は分業となり、繰糸機に煮繭鍋は無くなります。これは8条まで増やし、昭和初期まで活躍したそうです。1人で8条も繰るなんて目まぐるしいですね。でも慣れてきたらきっと面白いですよ。

これは展示写真、当時の5条繰り諏訪式繰糸機の様子です。煮繭鍋が無いです。工女さんの左側にある桶は煮繭した繭を入れる容器です。これを受け取り、繰糸鍋に入れて糸口を出すところから繰糸しました。
諏訪式繰糸機の1釜の製作費をフランス式繰糸機と比べると約30分の1だそうです。安価で日本の実情に合った諏訪式は急速に普及し、全国の民間製糸の主流となり日本の近代化に大きく貢献して行きました。

ここからは多条繰糸機のお話を。明治になり繰糸作業が器械化されて、もっと効率を上げるには繰りとる速度を速めるか、生糸を巻きとる糸枠の数(条数)を増やすかのどちらかしかありませんでした。1人で幾条も繰糸するようになり、繰糸速度は1分間に200〜300mと速くなっていたそうです。そんな時代に現れたのが、この
御法川は、繭糸を繰りとる速度を遅くすることで繭糸の切断数が減り、生糸の質が向上することに気づきました。そこで繰糸速度を従来の5分の1に落とす代わりに1人が担当する条数を5倍の20条とする低速多条繰糸機を完成させました。他にも、従来は四角形だった糸枠を円形式に改良しました。この繰糸機の発想は、これまでの洋式繰糸機の考え方とは全く違うものなので、日本オリジナルと言っても良いかも知れません。同館に所蔵されているのは、昭和9年片倉製糸紡績株式会社(以下、片倉製糸)の今井真平が開発した回転接緒器を取り付けた実用機の完成型です。
第1次世界大戦後、アメリカでは大戦景気の影響で絹のストッキングが流行し、高品質な生糸が求められました。これに対して大正10年頃から片倉製糸が御法川直三郎とこの繰糸機の実用化を進めました。そして、この繰糸機で生産した生糸はアメリカで絶賛されました。生糸価格は従来よりも3割高く契約できたとか。ストッキング用の生糸はこの繰糸機で生産したものでなければ輸入しないとまで言われたそうです。
こちらは増澤式多条繰糸機です。アメリカで絶賛された御法川式は片倉との契約で片倉製糸でしか導入できませんでしたから、各社機械メーカーが多条繰糸機の研究を始めました。増澤商店(現岡谷市)が開発した増澤式多条繰糸機は、御法川式繰糸機を参考にしながら、より改良した繰糸機です。違いを比べてみると、御法川式の台が鉄製で浴槽の底が平らなことに対し、増澤式は目に優しいコバルトブルーの陶器でその浴槽の形も傾斜が付けられています。鉄製の浴槽で繰糸した生糸は、その金属イオンが付着して生糸の色を悪くします。浴槽の傾斜は、落繭と繰糸中の繭の粒数を間違えないようにする工夫です。このようにすぐれた繰糸機だったため、自社産の多条繰糸機を設備している片倉製糸や郡是を除くと、全国の機械製糸工場の6割以上にこの繰糸機が導入されたそうです。
そして、この増澤式多条繰糸機は繭検定用繰糸機として各県の繭検定所で使用されました。同館に所蔵している繰糸機は、昭和31年から昭和39年に長野県繭検定所岡谷支所で使われていたもので、解除率を求めるための接緒計算器と繭糸長を求めるための生糸糸長計が取り付けられています。

ここからは自動繰糸機の話です。個人的な感想ですが、多条繰糸機までは条が増えていった繰糸機なのでネーミングはわかりやすいのですが、次が自動繰糸機と名乗られると急にわかりづらくなる気がしています。蚕絲館の解釈では、自動繰糸機とは「自動多条繰糸機」と名付けるとわかりやすいのではと思います。
では、自動繰糸機はそれまでと何が違うのか説明して行きます。簡単に言うと、それまで手動で繭から糸口を出したり、繭糸を接緒したり補給したりしていたことが自動になりました。大きな変化として特質すべきは、生糸の太さ(
昭和32年に至り、この繊度感知器の工業化にプリンス自動車株式会社が成功しました。この定繊度式繊度感知方式が全面的に採用されたことで生糸生産の自動化が急速に普及しました。上の写真のRM型自動繰糸機はそれを代表する繰糸機です。

そして、日産自動繰糸機HR1型です。RM型の後継機種として昭和40年に開発されました。この繰糸機は現在も国内だけでなく世界の製糸業界で幅広く使われています。多条繰糸機と比べると約10倍の生産性があり、生糸の品質も著しく向上しています。この繰糸機は同館の動体展示や群馬県の碓氷製糸株式会社等で見ることが出来ます。