 6.「送風機の騒音の低減」での
6.「送風機の騒音の低減」での
望小特性の解析事例
今回は望小特性の一例として
「送風機の騒音の低減」を取り扱います。
<今回の内容>
(1)因子(制御因子、誤差因子)と
水準の設定
(2)直交表への割り付け
(内側直交表、外側直交表)
(3)実験の実施とデータの取得
(4)SN比と平均値の算出
(5)重回帰分析による
SN比改善因子の特定
(6)重回帰分析による
平均値改善割合の予測
(7)確認実験時の注意
(1)因子
(制御因子、誤差因子)と
水準の設定
一般に排気ガスの量、劣化、発熱、振動、
PCなどの応答時間、そして
本事例のような騒音など、
負の値を取らない特性値が
小さければ小さいほど良いという静特性を
「望小特性」と言います。
そこで、送風機の騒音に関わる
誤差因子の水準を設定しました。
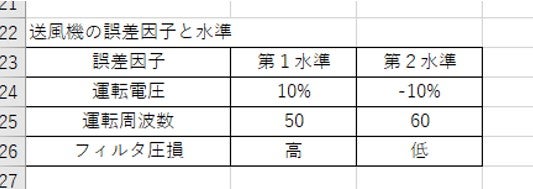
誤差因子は現実に起こり得る範囲で
最大限に水準を振っております。
これらの誤差因子に対抗して
騒音低減のための制御因子を7種類考え、
うち1種類は2水準、残り7種類は3水準を
設定しました。

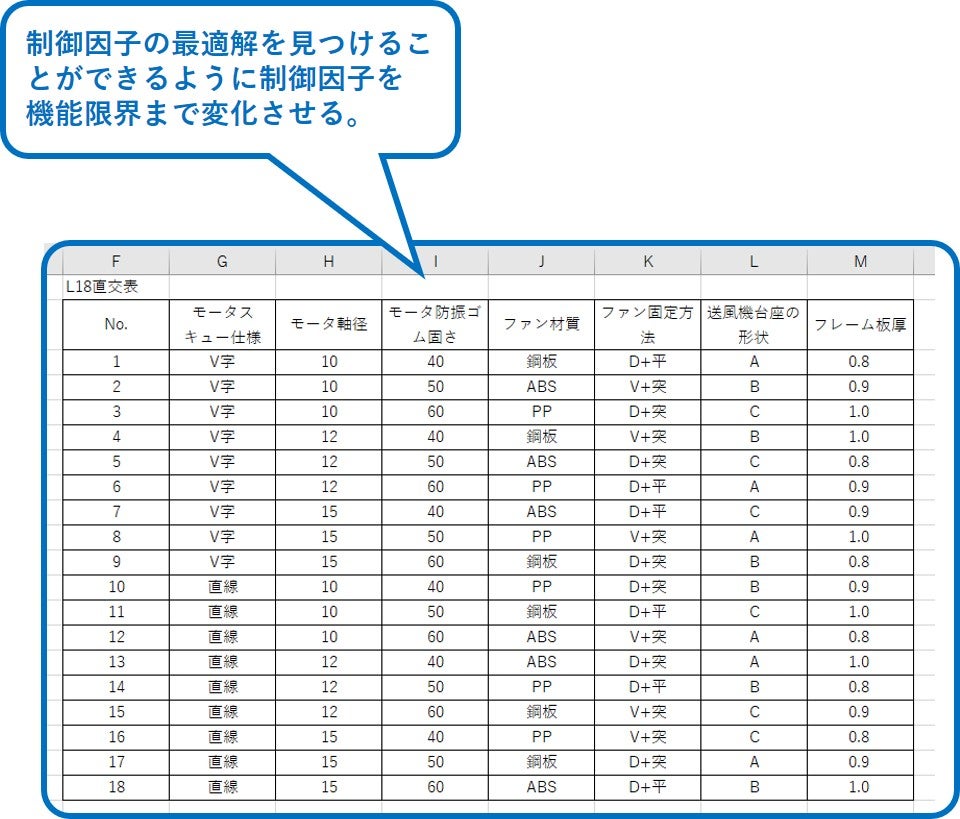
制御因子も現実に変動可能な範囲
(=機能限界)まで
最大限に水準を振っております。
従来仕様の水準は第2水準に設定すると、
後の解析が楽になります。
(赤文字部分)
(2)直交表への割り付け
(内側直交表、外側直交表)
2水準の誤差因子3種類は、
L4直交表に則って外側直交表に
割り付けることができます。


一方、2水準が1種類、3水準が6種類の
制御因子は、L18直交表に則って
内側直交表に割り付けることができます。
(今回は合計7種類の制御因子なので、
「8列」は使用しません。)

こうして、タグチメソッドの主体となる
直交実験の実験計画表が完成しました。
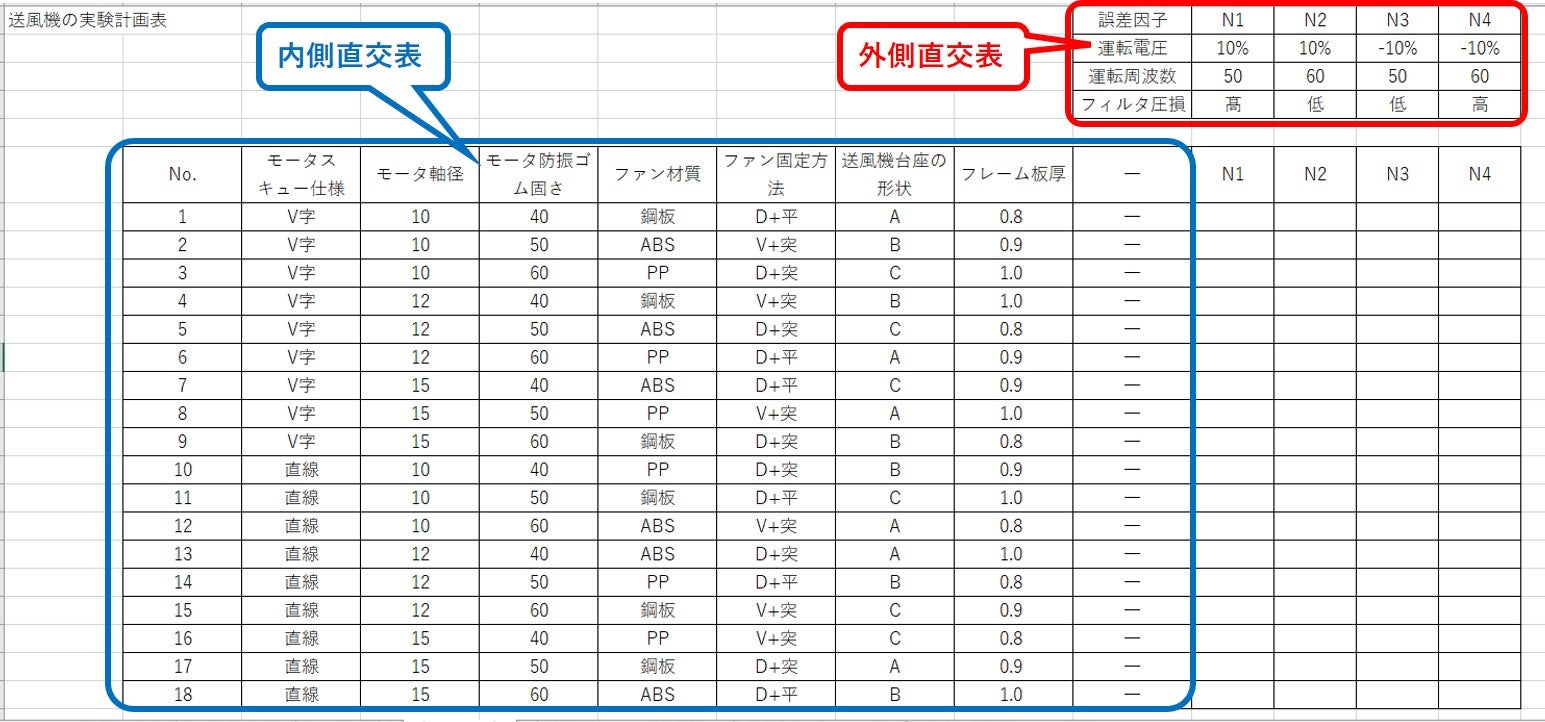
次に、この実験計画表に則り、
制御因子18通り*誤差因子4通り
=72通りの条件での実験を実施しました。
(3)実験の実施とデータの取得
参考文献では今回の事例につき、
測定方法についても、
「騒音」という特性の単位についても、
記述されておりませんが、
音源(送風機)に対する方向と位置を決め、
その決まった位置と方向に音量計を設置して
騒音の測定を実行したと考えられ、
単位はdB(デシベル)と考えられます。
かくして、直交実験のデータが得られました。

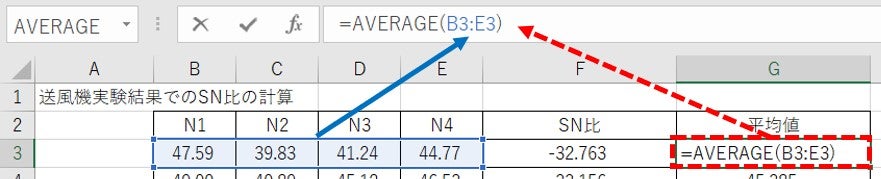
(4)SN比と平均値の算出
制御因子の18条件各々につき、
ばらつきの指標となるSN比と平均値を
求めました。
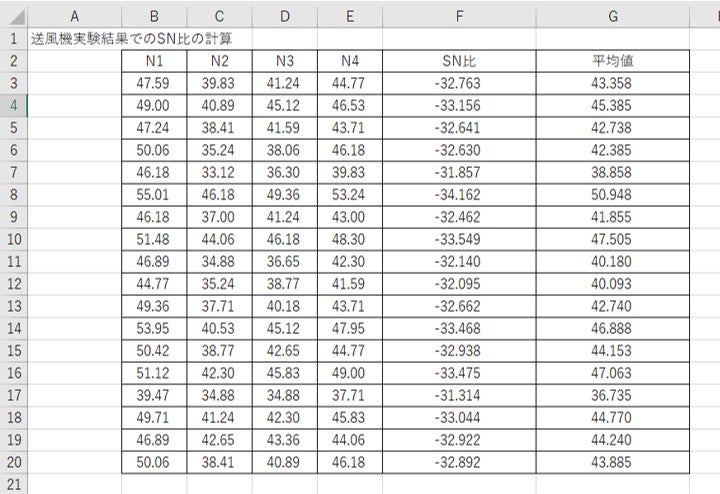
望小特性の場合、
SN比と平均値の計算式は、
SN比=-10*log(Σy²/n)
平均値=Σy/n
となります。
(但し今回は、n=4)
なお、
Σy²はExcelの「SUMSQ」関数で計算できます。

また、
平均値はExcelの「AVERAGE」関数で計算できます。
(5)重回帰分析による
SN比改善因子の特定
解析に先立ち、
制御因子の各水準をダミー変数に置き換え、
従来仕様の第2水準を削除して
冗長性を排したSN比と平均値のデータを
作りました。

このデータでSN比について重回帰分析を
実行し、切片と各制御因子の第1、3水準の
回帰係数を算出しました。
(第2水準の回帰係数は0)

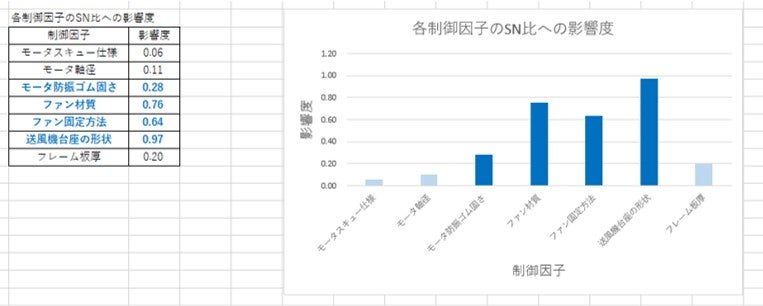
この結果から各制御因子について
回帰係数の変動幅(レンジ)を
SN比への影響度としてグラフ化し、
影響度ベスト4の制御因子と、
その中で最も回帰係数の高い
(=改善効果の高い)水準を選出しました。

通常、品質工学では
SN比の改善には全制御因子のうち
半数が有効に利用できれば良いと
考えられております。
このベスト4によるSN比の増加分を
「利得」と呼び、
1.50(db)と算出しました。


ばらつき幅(分散σ²)は
従来仕様に比べて1.41分の1
即ち約70%に低減できることが
予測されました。

標準偏差σでは従来仕様に比べて
84%に低減され、言い換えれば
16%減じられると予測されます。
(6)重回帰分析による
平均値改善割合の予測
今度は平均値について重回帰分析を
実行し、切片と各制御因子の第1、3水準の
回帰係数を算出しました。
(第2水準の回帰係数は0)

この結果から各制御因子について
平均値が最小となる水準を選出しました。

結果はSN比最大の水準の組み合わせと
一致しましたが、それもそのはずで、
望小特性においてはSN比最大
(=ばらつき最小)が同時に
平均値最小の意味も持つからです。
次に重回帰式を使い、切片と
SN比の改善ベスト4の制御因子の
最適水準での回帰係数を代入し、
従来仕様とSN比最大での
「騒音」の平均値(予測値)を算出しました。
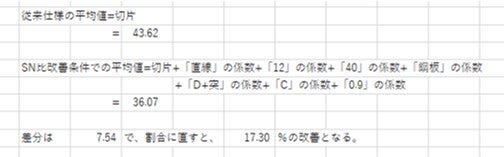
従来仕様での平均値は43.62(dB)、
SN比最大での平均値は36.07(dB)で、
差分として、
43.62-36.07=7.54(dB)
だけ改善されたことになり、
割合としては17.3%の改善になります。
(7)確認実験時の注意
ここではタグチメソッドでの解析方法を
学ぶことが目的であるため、
確認実験を省略しますが、
本来は重回帰分析による推定が正しいことを
確認実験で確かめなくてはなりません。
上記のSN比最大の条件で確認実験を行い、
実験データでSN比と平均値を計算し、
上記で計算したSN比と平均値の予測値と
比較します。
SN比と平均値それぞれについて、
確認実験データと予測値の差が
±(20~30)%以内であれば
予測は正しかったことになります。
以上を持ちまして、
「送風機の騒音の低減」の事例を
終わります。
本日はここまでとします。
ご精読、ありがとうございました。
次回は、望大特性の一例として、
「コーヒーショップの顧客満足度の向上」を
取り扱います。
ご期待ください。
<参考文献>
広瀬健一・上田太一郎/共著
「Excelでできるタグチメソッド解析法入門」
同友館
本書籍の購入ご希望の方は、下記のバナーを
ご利用ください。
<お知らせ>
ただ今、楽天市場でお得なイベント
絶賛開催中です。