ふう、やっと落ち着いてブログを更新できるな。
いやあ、久々の更新。結構サボっちゃいました。![]()
ちなみに僕もすぐに忘れちゃうんですが、
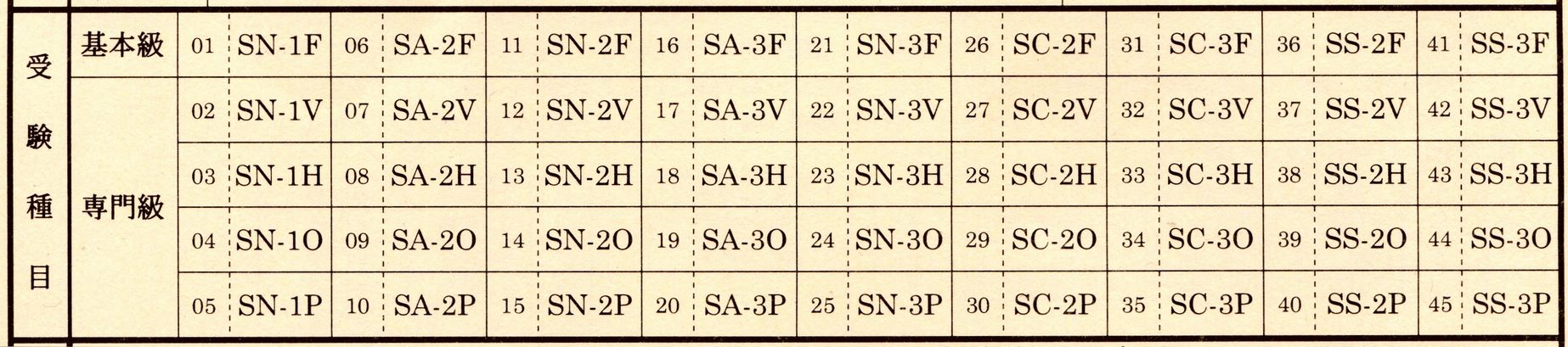
JIS検定溶接記号の意味を理解するために復習しときましょう。
簡単に説明すると・・・
1.手溶接・・・・・・・・・・・・・・
(炭素鋼の)被覆棒溶接やティグ溶接のように、溶接作業のなかで手の動きが大切な 溶接の分野
2.半自動溶接・・・・・・・・・・
(炭素鋼の)溶接で手持ちのトーチから溶接ワイヤーが自動供給され、アークの維持が比較的容易で高効率な溶接の分野
3.ステンレス鋼溶接・・・・・・
(ステンレス鋼を)被覆棒、ティグあるいは半自動溶接で溶接するためのステンレス鋼に限られた溶接の分野。

【溶接種類】
手溶接は無いっす。
T = TIG溶接
S = 半自動溶接(セミオートのS)
SS = セルフシールド半自動溶接(ノンガス)
M = メタル・アクティブ/イナートガス溶接
C = 炭素鋼の溶接では組み合わせ(コンビネーションのC)
ステンレス鋼溶接では被覆溶接棒(コアドフラックスロッドのC)
【裏当て有か無しか】
N = 裏当て無し (NASI・無し)
A = 裏当て有 (ARI・有り)
【厚み】
1 = 薄板3.2mm
2 = 中板9mm
3 = 厚板19mm
【姿勢】
F = flat フラット (下向き)
V = vertical ヴァーチカル (立向き)
H = horizontal ホリゾンタル (横向き)
O = over オーバー (上向き)
P = パイプ・全姿勢
とまあ、こんなもんかな・・・
この説明でも理解できないような記号のJIS検定は
エキスパート級なんでレベルが違うっす(笑)
そんな人達は十分頭で理解できてると思います。![]()
えと、記号の解説はこんなもんにしといて
明日は実技について語ります。
ではでは・・・^^