[R50610 Chuyên san đặc biệt Kimetsu no Yaiba của Lãng-nhân diệt quỷ]
「Tổng quan Nhật-luân đao kỳ 2.1 - Quá trình chế tạo đao」
Trong kỳ trước của chuyên san, chúng ta đã nói đến tầm quan trọng của việc khai quặng và luyện khoáng như những bước khởi đầu tạo nên những hồn-thiết quý giá để phục vụ cho bước hai của quá trình rèn nên những thanh Nhật-luân đao. Vậy thì về mặt tổng quát, quá trình rèn đao bao gồm những bước nào, có những gì cần phải lưu ý, và có những điểm khác nhau như thế nào so với thực tế lịch sử văn hoá katana Nhật-Bản? Cùng mình tìm hiểu nào!
<Nhạc hiệu "Âm thanh sầu não - Ước nguyện nhỏ nhoi" (khúc 38) rút từ album nhạc nền Kimetsu no Yaiba mùa 1, đĩa 8>
A. NUNG RÈN:
I. Nổi lửa:
Khi bắt đầu, người thợ sẽ chuẩn bị sẵn rơm khô ở trong lò nung và một số mảnh vải/giấy dễ cháy ở một góc. Loại búa rèn được sử dụng xuyên suốt quá trình là loại búa đầu chó (inu-atama kanazuchi 狗頭金槌 | cẩu-đầu kim-truỳ). Để bắt đầu nổi lửa, một que sắt non dài có độ rộng bằng một chiếc đũa dài sẽ được đập búa liên tục ở phần mũi, vừa đánh vừa xoay que sắt cho đến khi nóng đỏ. Đưa giấy/vải chạm vào một lúc thì sẽ cháy, khi đó thợ rèn sẽ đưa vào phần rơm được chuẩn bị sẵn ở thành lò để nhóm dần. Khi lửa đủ lớn sẽ đưa dần than củi hoặc than khoáng vào. Lò được nối với hệ thống nén khí bằng tay và thoát khói qua ống thông lên nóc và được bố trí như lược đồ dưới đây:

Theo đó để thổi lửa cho lò, chỉ cần kéo/đẩy từ từ cần nén khí liên tục để dẫn khí vào cửa lò thông qua ống dẫn phụ nối qua thành lò.

II. Đoạn-luyện (鍛錬 Tanren) - Nung, nén hồn-thiết:
Những tảng ngọc-cương (tamahagane) lúc ban đầu vẫn còn một số tính xốp, chưa hoàn toàn thuần khiết do trong quá trình luyện khoáng vẫn còn tồn đọng một số loại tạp chất, xỉ khó tan khác, nên việc nén các viên hồn-thiết ngọc-cương là giai đoạn hết sức cần thiết. Theo đó, mục tiêu của giai đoạn này là vừa làm dẹp các viên ngọc-cương xuống cho đặc lại, vừa loại bỏ dần dần một số loại tạp chất phi than tố khác. Các bước cần làm sẽ là:
1. Đưa ngọc-cương vào nung lại vào trong lò cho đến khi phát quang màu vàng sáng, là lúc mà hồn-thiết có liên kết lý tính yếu và dãn nở ở một mức độ nhất định nào đó phù hợp cho bước 2.
2. Đưa đến đe và đánh búa với lực nhẹ, vì chỉ cần đánh quá lực sẽ dẫn đến vỡ hồn-thiết. Tác động chủ yếu của lực búa lúc này là để nén dần dần ngọc-cương xuống đến mức đặc lại (tương tự như quá trình nhào bột khi làm bánh về mặt vật lý) nên phải hết sức kiên nhẫn và không được phí vật liệu.

Bước 1 và 2 được tiến hành tuần hoàn liên tục cho đến khi miếng ngọc-cương đặc lại, xẹp xuống mức khoảng trên 2 phân (bu 分, tức tầm 7mm trở lên một chút) độ dày. Theo đó các thiết-tố (nguyên tố thép trong hồn-thiết) sẽ được thu hẹp dần khoảng cách khi nén, hình thành dần độ thuần của thép trong giai đoạn heshi-tetsu (拉鐵/nén thép)
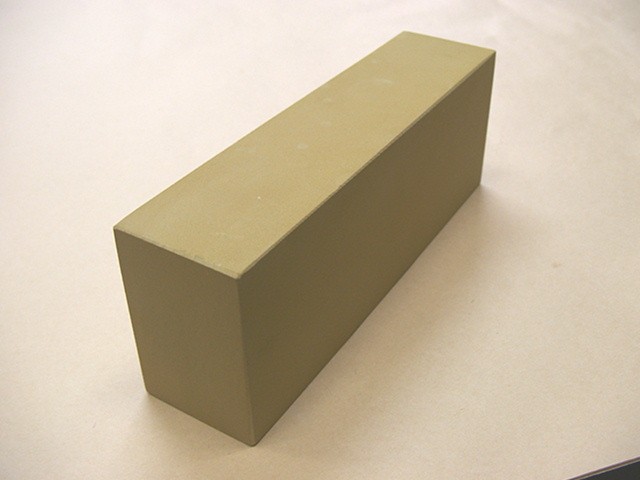
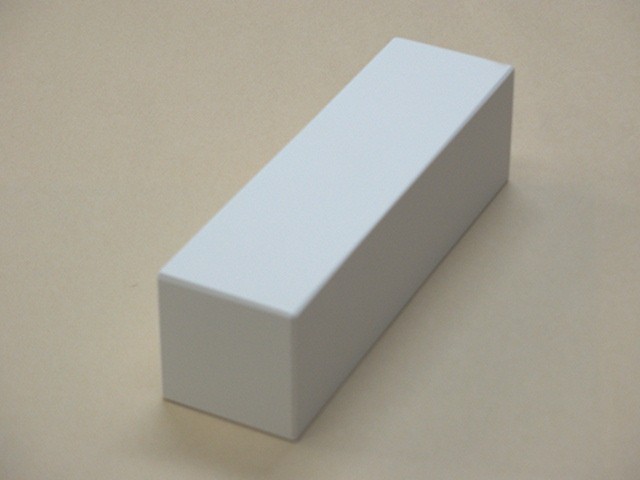
3. Nhúng vào trong nước, đợi rồi vớt ra để ở rá cho nguội dần, ta sẽ có những mảnh như hình dưới


Đây là thành phẩm sau giai đoạn nén hồn-thiết, được sẵn sàng cho bước kế tiếp.
III. Tiểu-cát (小割り Kowari) - đập thành mảnh:


Các bản ngọc-cương đã nén được đập ra thành các mảnh để nhằm vào 2 mục đích:
- Xác định đường vân thép mỗi mảnh để kiểm tra độ cứng, theo đó phân loại để quyết định dùng rèn thành lớp thép nào.
- Khi phân loại xong sẽ sẵn sàng cho bước xếp mảnh.
IV. Tích-trọng (積み重ね Tsumikasane) - xếp mảnh:


Trong giai đoạn này, các mảnh ngọc-cương nhỏ được xếp dần trên một miếng lớn được hàn sẵn với một gậy sắt được gọi là tekozara (梃子皿 đỉnh-tử-mảnh). Sau khi xếp xong, những chồng ngọc-cương này sẽ được bọc bằng giấy washi, áo lên lớp bùn khoáng và được phủ xung quanh một lớp tro rơm (藁灰 warabai | cảo-hôi).
Các mảnh được phân loại theo độ cứng thép yêu cầu rồi được xếp vào các chồng riêng cho ngăn nắp, đều được bọc giấy, trát bùn và tro cho thật kín đều trước khi được đưa vào lò.
V. Chiết-phản đoạn-luyện (折り返し鍛錬 Orikaeshi tanren) - Nung, gập tinh luyện:
Đây là bước tốn nhiều thời gian nhất và cũng là bước khó nhất trong chuỗi giai đoạn rèn đao, do cần phải rất mực chú ý đến từng chi tiết nhỏ nhất, từ độ nóng, độ dai của thép, đường vân thép và lượng than-tố của mỗi lớp thép được dùng rèn ghép. Sau đây xin được trích dẫn lời dạy của cựu Minh-trụ Kuwajima Jigorô như sau:

Thanh đao ấy đấy, là do người thợ phải đập đi đập lại, đập cho đến khi không còn chút tạp chất dư thừa nào cả. Thép sẽ đạt mức độ thuần khiết cao nhất, và từ đấy cho ra đời một thanh kiếm bền bỉ.
(Trích chương truyện 33, quyển 4)
Ông Kuwajima chính là đang nhắc đến giai đoạn nung gập tinh luyện này đó! Chúng ta sẽ điểm qua quá trình cơ bản cho giai đoạn này nào!
1. Khối ngọc-cương đã xếp, bọc và trát rơm, bùn được đưa thẳng vào lò nung nóng cho đến khi hóa đỏ lan cam vàng (không được đến mức nóng chảy mà chỉ vừa đủ để tạo hình lại)
2. Khi lấy ra khỏi lò, dẹt phẳng lại bằng búa để định hình thành khối hộp chữ nhật
3. Đe cắt ở đoạn giữa của khối thép khoảng 90% độ sâu, không để đứt rời hoàn toàn
4. Gập ngược lại cho khít và nén lại, đổ thêm bùn và ốp thêm tro để lại đưa vào lò.

Thường các thợ sẽ cắt gập theo 2 chiều: chiều ngang và chiều dọc. Tuy vậy, tùy vào độ than hóa yêu cầu của miếng thép (giàu hay nghèo cacbon) mà người thợ sẽ cân chỉnh lượng tro sau khi nén khi đưa lại vào lò: nếu cần ít than-tố sẽ cho ít tro rơm và thép khi nung ra sẽ có những tia chói hắt ra liên tục khi đập; còn nếu cần nhiều than-tố sẽ cho nhiều tro rơm hơn và thép khi nung ra không có tia chói. Khi quá trình được lặp lại nhiều lần, thép sẽ từ chỗ khó gập trở nên dễ gập hơn, tính chất của thép trở nên thuần khiết hơn với những tạp chất còn lại dần được loại bỏ, chỉ lưu lại những nguyên tố có lợi cho thép.
VI. Tạo-vu (造り込み Tsukurikomi) - Rèn ghép tạo khối:
Dựa trên mức độ than hóa của lớp thép mà người thợ sẽ phân ra những mảnh giàu, nghèo cacbon để phân ra thành những loại thép như sau với những đặc tính và chức năng khác nhau:

- Thép mềm: là loại thép có hàm lượng cacbon ít nhất (khoảng 0.25%), có tính chất thô, xốp và giữ hình dạng ổn định nhất, thường được sử dụng cho chức năng khung cho lưỡi ở phần lưng, gọi là shingane (芯鐵 tâm-thiết | thép lõi).
- Thép vừa: là loại thép có hàm lượng cacbon khoảng 0.3-0.4%, có chức năng đệm trợ lực cho phần lõi khung.
- Thép cứng vừa: là loại thép có hàm lượng cacbon khoảng 0.45-0.5%, có chức năng đệm trợ lực cho mảng cắt, gọi là kawagane (側鐵 trắc-thiết | thép sườn).
- Thép cứng cao/thép già: là loại thép có hàm lượng cacbon cao nhất (khoảng 0.6%), có tính chất cứng và dẻo, dai, linh hoạt và khó bị gãy, thường được sử dụng cho chức năng bao ngoài làm lớp cắt, gọi là hagane (刃鐵 nhận-thiết | thép mũi cắt).

Đây là một số cách rèn ghép kitae cơ bản mà mình sẽ phân tích chi tiết hơn ở phần sau khi đề cập đến từng thanh kiếm của từng kiếm sĩ. Thông thường khi việc rèn ghép hoàn thành thì ta sẽ có một khối thép hình hộp đồng nhất để chuẩn bị cho bước tiếp theo.
VII. Tố-duyên (素延 sunobe) - kéo dài:

Người thợ sẽ nung rồi kéo dài khối đã hợp nhất thành một thanh thép dài với độ dài mong muốn.

Sau đó sẽ nung cắt chéo một đường và bẻ mũi ngược lại về hướng lưng lưỡi để tạo ra đường mũi, gọi là kissaki (切先 thiết-tiên). Khi hoàn thành, người thợ sẽ tiếp tục vào khâu tạo hình chi tiết.
VIII. Hỏa-tạo (火造り Hidzukuri) - nung tạo hình:


Người thợ sẽ nung và dập liên tục để đe xuống và làm rộng hơn phần lưỡi cắt và làm hẹp một chút phần khung chuôi để có một tạo hình hoàn chỉnh từ một thanh dài trở thành một lưỡi đao gần hoàn chỉnh (vẫn với lưỡi thẳng), sau đó sẽ được bào và giũa thô cho phẳng trước khi được đưa vào xử lý với một loại chất liệu đặc biệt tiếp theo.

IX. Thiêu-nhận-thổ đồ (燒刃土を塗る Yakiba-tsuchi wo nuru) - Trát bùn khoáng, chuẩn bị nung:
Loại bùn khoáng dùng trong giai đoạn này có tính chất rất khác với loại dùng trong giai đoạn nung rèn. Đây thực chất là một hỗn hợp bùn khoáng trộn lên từ các hợp chất khác nhau. Bắt đầu từ hỗn hợp rắn gồm:

Hỗn hợp gốm sấy giã mịn hoặc bột đất sét thường

Bột cát mịn hoặc bột đá mài

Bột than khoáng giã mịn
Trộn hỗn hợp rắn với tỉ lệ 1:1:1, sau đó cho thêm nước mềm (nước mưa hoặc nước băng tuyết tan) vào để tạo thành vữa bùn khoáng nền.

Thêm bột gỉ sắt tận dùng từ vật dụng sắt đã han rỉ

Trộn bùn nền với ít bột gỉ để tạo nên hỗn hợp bùn trát ram hoàn chỉnh
Sau khi trộn xong, giai đoạn tsuchioki (土置き thổ-trí) tức trát bùn lên lưỡi được tiến hành theo trình tự 2 bước:

Bước 1: trát lớp mỏng (0,1-0,2 mm) dọc theo mặt cắt (yaiba-hada 刃肌) của lưỡi đao

Bước 2: trát các đường dày (khoảng 1mm) theo chiều cắt ngang với chiều lưỡi đao theo hoạ tiết tuỳ chọn theo ý đồ của người thợ
Việc trát bùn theo trình tự như trên (bắt buộc) sẽ quyết định độ cong của lưỡi, độ cứng khác biệt giữa mặt cắt và phần sống lưng lưỡi cũng như đường vân hamon làm nên vẻ đẹp cho lưỡi đao sau giai đoạn ram thép.
X. Thiêu-nhập (燒入れ Yaki-ire) - ram thép:
Đây là một trong những giai đoạn quan trọng nhất trong việc kiến tạo nên độ cong tự nhiên, đường vân đẹp mắt và cấu trúc đa dụng của lưỡi đao. Khi bùn khoáng đã khô, đao sẽ được nung đều một lần cho nóng đều các mặt (750-800 độ C) và nhúng thẳng vào trong nước, trình tự cong sẽ diễn ra như sau:

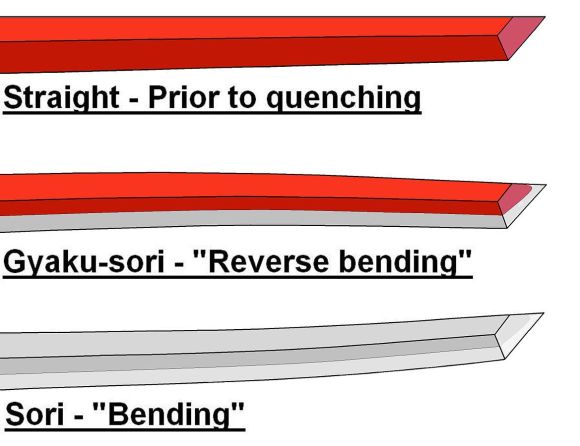
Mặt trát khoáng mỏng sẽ nguội đi nhanh hơn so với mặt trát khoáng dày, suy ra phần lưỡi cắt sẽ nguội nhanh hơn phần sống lưng, vì thế trong giai đoạn đầu, lưỡi sẽ cong xuống dưới rồi cong ngược lại do quá trình giãn nở và co lại tuần tự sẽ đẩy độ cong về phía lưng, ngược lên trên. Khi đã ram xong sẽ lại nhúng vào trong nước thêm vài lần nữa để vừa cho nguội vừa tôi lưỡi thêm một thời gian nữa nhằm định hình lại và làm đều hơn cấu trúc bên trong lưỡi.
Khi quá trình ram, tôi hoàn thành, bùn khoáng sẽ được cạo đi và lưỡi đao sẽ được đưa vào quá trình mài bóng chi tiết, qua đó kết thúc quá trình nung rèn lưỡi đao.

<Nhạc hiệu "Chuyện về oiran" (khúc 3, phần 2) rút từ album nhạc nền Kimetsu no Yaiba mùa 3 Kỹ-viện trấn, đĩa 2>
B. MÀI (GENMA 研磨):
Quá trình mài đao (nghiên-ma 研磨 genma) theo nghĩa đen là mài bằng ma sát, được thực hiện bởi các thợ mài (để-sư 砥師 togishi) tay nghề cao. Họ sẽ sử dụng những phương pháp mài tay truyền thống với các loại đá mài khác nhau tăng dần theo độ mịn, mài ẩm cùng nước sạch và trải qua những giai đoạn mài sau đây:

I. Hạ-địa để (下地砥ぎ Shitaji-togi) - Mài sơ cấp:
Giai đoạn này tập trung chủ yếu về khâu mài chuẩn bị về bề mặt cho lưỡi, qua đó phân định bước đầu các vùng trên lưỡi. Cử động tay khi này sẽ nắm chặt khăn quấn bọc quanh lưỡi ở 2 đầu, rồi chà bằng 2 tay qua lại theo quỹ đạo ngang (dưới 800 grit) rồi đến quỹ đạo hình số 8 (từ 800 grit trở lên) trên các loại đá mài lớn. Các loại đá mài lần lượt sẽ được dùng cho bước này gồm:

a. Đá Kongôdo (kim-cương để 金剛砥) độ mịn lần lượt là 120, 180, 220 grit

b. Đá Binsuido (bị-thủy để 備水砥) độ mịn là 400 grit, chuyên mài cho các phần như kissaki (mũi), shinogi (đường lồi giữa), shinogi-ji (mặt sườn lưng), ha (lưỡi), mune (lưng)
c. Đá Kaisei-nagura (cải-chính danh-thương để 改正名倉砥) độ mịn là 800 grit
d. Đá Chu-nagura (trung danh-thương để 中名倉砥) độ mịn 1000 grit, dùng để loại dần vết mài và điều chỉnh độ mịn từ các loại trước
e. Đá Komanagura (tế danh-thương để 細名倉砥) độ mịn 2000 grit, dùng để mài mịn và hiện rõ phần vân trong giai đoạn mài trung chuyển

f. Đá uchigumori-jido (nội-đàm địa để 内曇地砥) độ mịn khoảng 3000-4000 grit, mài phần shinogi-ji (mặt sườn lưng)

g. Đá uchigumori-hado (nội-đàm nhận để 内曇刃砥) độ mịn khoảng 4000-5000 grit, mài phần ha (lưỡi)
Khi đã mài sơ cấp xong, đường vân sẽ nổi lên và bề mặt lưỡi sẽ bớt đi những vết trầy xước thô ráp, tuy nhiên vẫn chưa đến mức mịn bóng như gương. Lưỡi đao kế đó sẽ trải qua giai đoạn mài thứ cấp tiếp theo.
II. Sĩ-thượng để 仕上げ砥ぎ Shiage-togi) - mài thứ cấp:

Giai đoạn mài thứ cấp sẽ sử dụng những miếng đá dát nhỏ hơn chỉ trong một ngón tay cái. Người thợ sẽ sử dụng những loại đá dát nhỏ, chuyên dụng khác nhau (với độ mịn tương đương 10000 grit) cho từng phần của lưỡi, chủ yếu gồm ha và shinogi-ji.

1. Nhận-diễm (刃艶/はづや Hadzuya) - mài bóng mặt cắt: chuyên dùng đá dát uchigumori nhỏ để mài mịn dần phần mặt cắt cho ra độ bóng cao, trong.

2. Địa-diễm (地艶/じづや Shidzuya) - mài bóng mặt sườn lưng: chuyên dùng đá narutaki (鳴瀧砥 minh-lung để), tức đá thác, để mài phần sườn lưng đến độ bóng cao.
Sau khi trải qua những quá trình mài mịn chi tiết như trên, độ mịn của lưỡi đã gần đạt đến ngưỡng tuyệt phẩm. Đây cũng là một trong những bước chuẩn bị quan trọng cho việc xi mạ xử lý lưỡi sẽ được trình bày dưới đây.
III. Nhiệt-dung (熱溶 netsuyô) - sử dụng nhiệt và dung dịch để xi mạ lưỡi:
Phản ứng nhiệt dung là một trong những ứng dụng quan trọng để xử lý và tạo lớp áo chống gỉ cho lưỡi đao theo cách thủ công cũng như tăng thêm vẻ đẹp sắc nét cho lưỡi đao. Để thực hiện, có tất cả 3 bước xi mạ sau:

1. Thức (拭 nugui) - lau mạ: Cho nước đun sôi rưới lên bề mặt lưỡi, dùng bột gỉ thoa lên, kết hợp dầu đinh hương hoặc dầu hoa trà, lau nhẹ bằng khăn dọc theo lưỡi. Bước này sẽ làm cho phần từ rìa hamon hướng lên lưng sẽ tối màu hơn.

2. Nhận-thủ (刃取り hadori) - xi mặt cắt: mài nhẹ phần từ rìa hamon hướng về lưỡi cắt bằng hỗn hợp muối nở, sử dụng đá dát uchigumori để làm cho phần đó có màu sáng hơn, lấy lại cân bằng cho lưỡi.

3. Ma (磨き tsugaki) - lau mịn bằng bột: sử dụng bột sừng hươu mịn, chà thật nhẹ bằng giấy dó, sau đó vạch đường hamon nhẹ bằng cọ lần cuối cùng trước khi lau hết dầu và bột đi.
Khi quá trình xi mạ tổng hợp đã hoàn tất, bước cuối cùng sẽ là bước tự chọn (không bắt buộc) trong quá trình chế tác lưỡi.
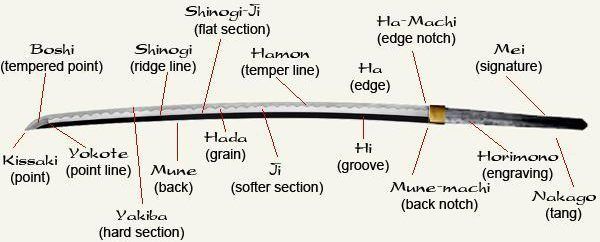
C. MINH (銘 MEI) - KHẮC:
Tùy thuộc vào trường phái hay phong cách của bản thân người thợ, họ sẽ thường ký những bí danh khác nhau của phái mình hoặc chỉ đơn giản là cơ sở sản xuất. Họ sẽ dùng đe để khắc nhẹ vào chuôi khung bằng chữ Hán. Đôi khi, nếu muốn tăng thêm tính nghệ thuật cho thanh đao, họ cũng có thể khắc vào lưỡi những họa tiết gọi là horimono (彫り物 điêu-vật). Một yếu tố tất yếu nữa là người thợ sẽ đục thêm một hoặc hai lỗ mekugi-ana (目釘穴 mục-đinh-huyệt | lỗ chuôi chèn đinh tán) để dành cho việc lắp đặt đao về sau.
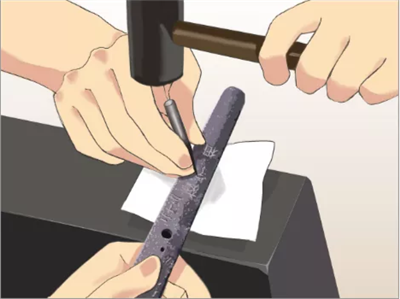
Khắc mei

Khắc horimono lên lưỡi

Horimono trên lưỡi với 4 chữ "Ác-quỷ diệt-sát" (Akki messatsu 惡鬼滅殺)

Lỗ mekugi-ana
~~~~~~~~
Và chúng ta đã đi đến hồi kết của phần 2.1 về quá trình chế tạo đao rồi. Hy vọng quý khán giả, độc giả sẽ có những góc nhìn thật tổng quát về nó bởi vì kỳ 2.2 kế tiếp sẽ đề cập đến việc trang trí cho đao (koshirae) nhé!
Và bây giờ thì, matane~!!!! Hẹn gặp lại các bạn trong chuyên san kỳ tới cùng Genda-san!